Installing Honeywell Trendview software? Run as Administrator!
Posted by danstips in Configuration, Paperless Recorders, Recorders, Software, Troubleshooting on November 7, 2019
Installing software on your PC isn’t hard. You click the .exe file and the software does its thing… right? Not always.
When it comes to Honeywell’s Trendview suite software, I’ve found that if you don’t take the extra step of running the install As Administrator, it produces faults in the software functionality after the install is complete. This holds true even if the user doing the install has administrative rights on the PC.
 So, to help ensure a fault-free installation, make sure you do this:
So, to help ensure a fault-free installation, make sure you do this:
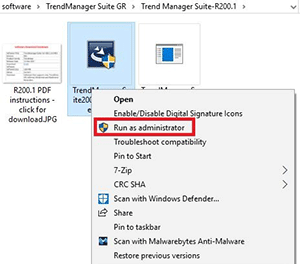
Instead of double-clicking to launch the installer file, right-click on it.
Select Run as Administrator from the menu and follow the instructions.
Depending on your network setup, you may need to have an IT professional standing by to provide the administrator password.
As we’ve learned through trial and error, this is no longer an option to get the Trendview software to install properly: It’s mandatory to ensure a successful installation.
Lesman Instrument Company is the authorized Honeywell stocking distributor in Illinois, Indiana, Missouri, Paducah KY, Wisconsin, and Michigan’s Upper Peninsula. If you are located outside that area, you can find your local sales office or get technical assistance by visiting Honeywell’s contact page.
===
 Dan Weise, Lesman product specialist, is an instructor for training classes on process instrumentation hardware, software, and technology.
Dan Weise, Lesman product specialist, is an instructor for training classes on process instrumentation hardware, software, and technology.
Dan has been involved in all facets of data acquisition and process instrumentation since 1978, from sales and commissioning to service and support. He’s a long-time member of ISA, and has been with Lesman since 1988.
In his words, Dan’s the guy “who reads all the manuals nobody else reads”. In Lesman customers’ words, he’s the trainer to call if you want to “cut to the SO WHAT of instrumentation”, so it’s easy to understand.
Which file do I pick for updating firmware with Honeywell’s SAT tool?
Posted by danstips in Honeywell, Level Technology, Service, Software, Troubleshooting on July 3, 2017
Last week, I was doing a firmware update on the Honeywell SLG700 guided wave radar using Honeywell’s Smart Anytime Tool (SAT).
Honeywell’s SAT firmware update tool needs to be “pointed” to the component type (sensor/display/communications module), and then the specific file needed for update. A recent release (R102.1) for the SLG700 listed two different files for the Advanced Display, but it wasn’t clear which file I needed to use. Read the rest of this entry »
Why does my Honeywell UDC controller flash UNPLUG at me?
Posted by danstips in Ethernet, Honeywell, Installation, Loop Controllers, Troubleshooting on February 15, 2017

Honeywell UDC UNPLUG Error Message
People will fire up a new UDC 1/4 DIN loop controller, like a UDC2500 or UDC3200, and discover that the lower display periodically flashes an error code: UNPLUG. But what does it mean? Is something wrong?
A search of the pdf version of the manual hints that the Modbus Ethernet communications is involved:
The Ethernet status screen shows the network status of the Ethernet Link. This may be accessed either via Ethernet or via Infrared Communications. For example, if the Ethernet cable is unplugged, then the instrument cannot send up the EUNPLGED diagnostic message via Ethernet.
But the word UNPLUG is nowhere else in the manual.
Troubleshooting Siemens MultiRanger/HydroRanger mA Inputs
Posted by danstips in 4-20mA, Level, Siemens, Troubleshooting on February 9, 2017
Written by: Dan Weise
Recently, I was helping a customer troubleshoot the analog input on his Siemens MultiRanger 200.
For common troubleshooting, using voltage values to confirm a zero, mid point and span is all that’s needed. I find it easier to put a voltmeter across the analog input and read the voltage drop than to wire an amp meter into the circuit to read directly, but that assumes that the analog input’s resistor value is a known. For the most commonly used input resistance (250 ohms), the equivalent voltage drop is 1.0 to 5.0V.
Being the guy who actually reads the user manuals, I looked in the Siemens manual to find the input resistance, and it’s not there.

